Course navigation
-
Unit 1 - Create a 2D Design
Unit 2 - Set up Toolpaths from a 2D Design
Unit 3 - Have a go at CNC Milling
Unit 4 - Create a 3D file for CNC Milling
Unit 5 - Import your Files for 3D Milling
Unit 6 - Set up Toolpaths for 3D Milling
1—Set up a roughing toolpath
2—Set up a finishing toolpath
3—Set up a cut-out toolpath
Set up a cut-out toolpath
Learn to create a final outer cut toolpath to ensure a smooth cut-out for your 3D model.
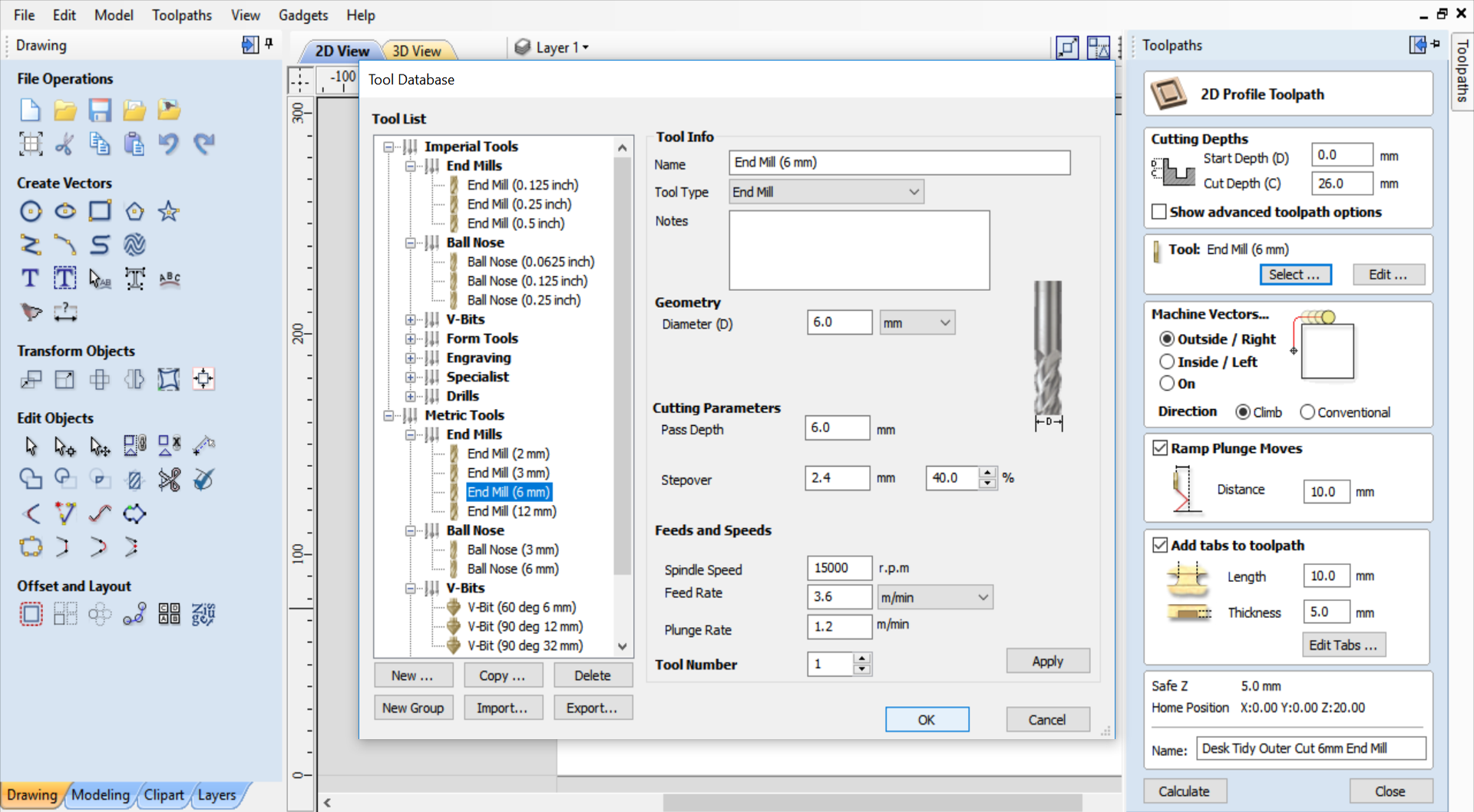
In the Tool List, go to Metric Tools and select the 6mm End Mill, then enter the following settings:
In Cutting Parameters
In Speeds and Feeds
Once you’ve entered these settings, select Apply and OK to return to your Profile Toolpath settings.
In Cutting Depths
Start Depth = 0mm
Cut Depth = 26mm
In Machine Vectors
Select Outside/Right
Leave the Direction on Climb as default.
Select Ramp Plunge and set the distance to 10mm.
Select Add Tabs, set the length to 10mm and the thickness to 5mm, then select Edit Tabs to add 3 tabs.
Name your toolpath using the usual naming convention + your initials. Your toolpath should be named Desk Tidy Outer Cut Profile 6mm End Mill.
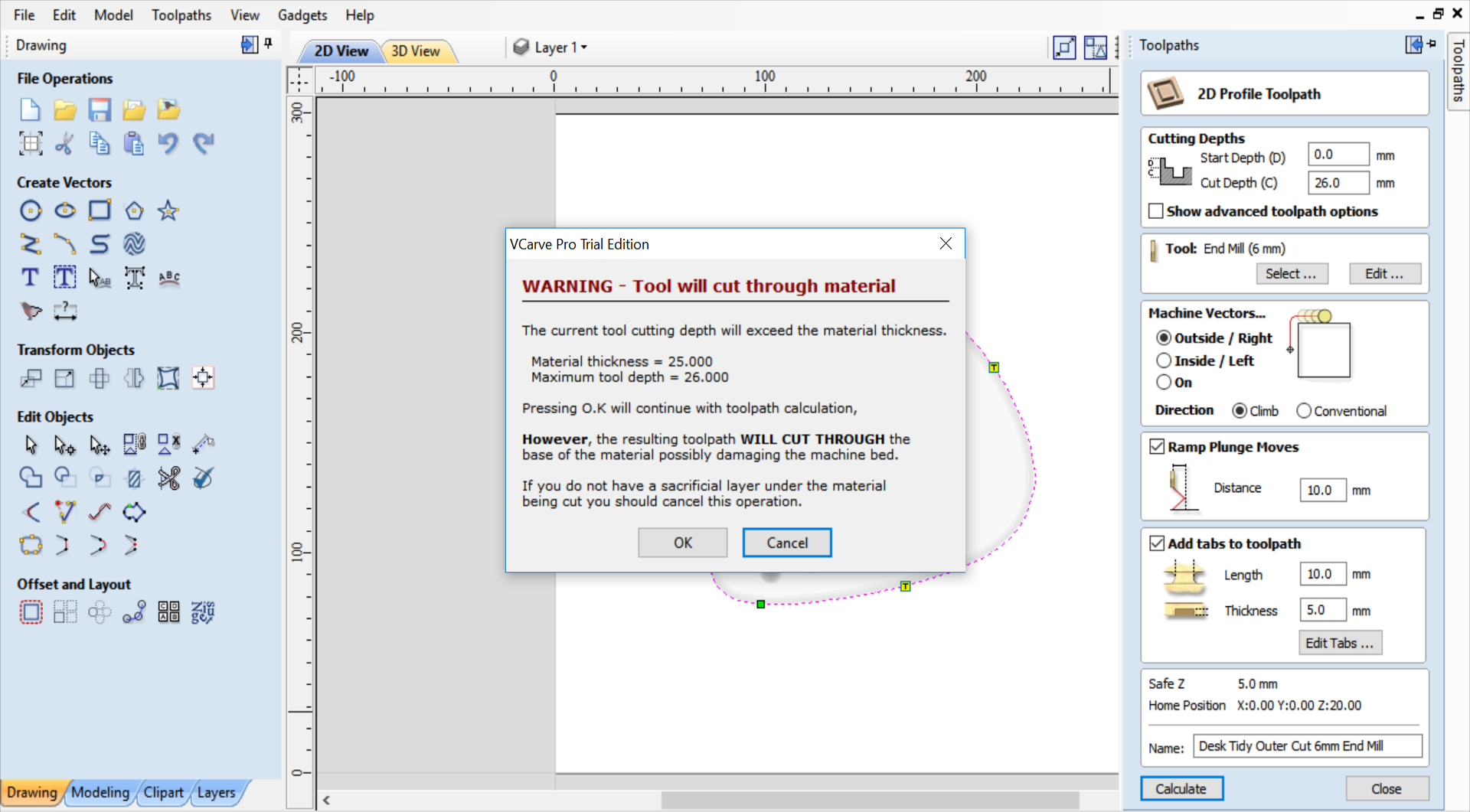
Once you’ve named it, press Calculate to complete your settings. A warning will come up to inform you that your tool will cut all the way through. Select OK to allow the toolpath to complete.
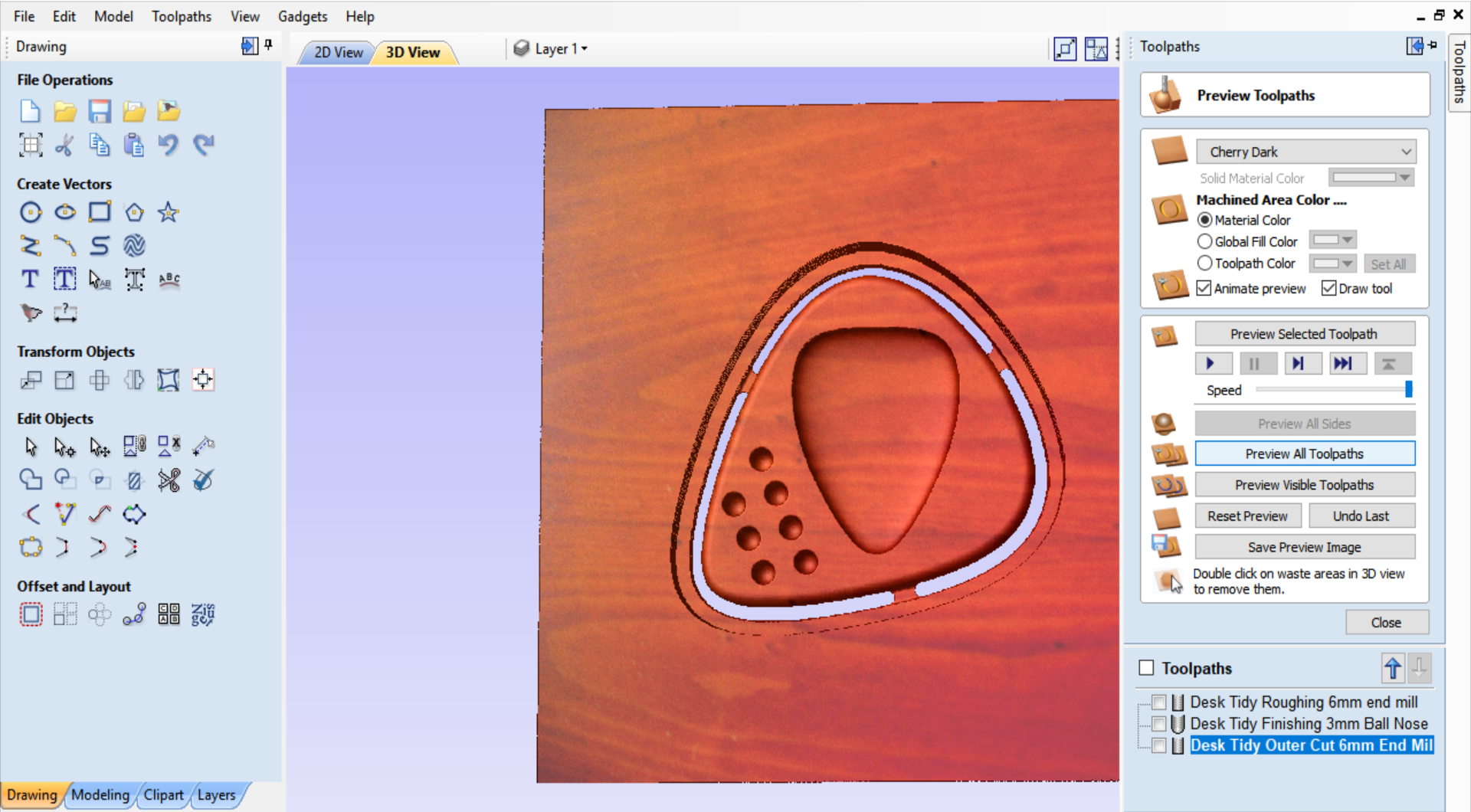
Select Preview all Toolpaths. You should now have a preview of your toolpaths as they will cut in the material. Check that all the toolpaths look the way you expect them to.
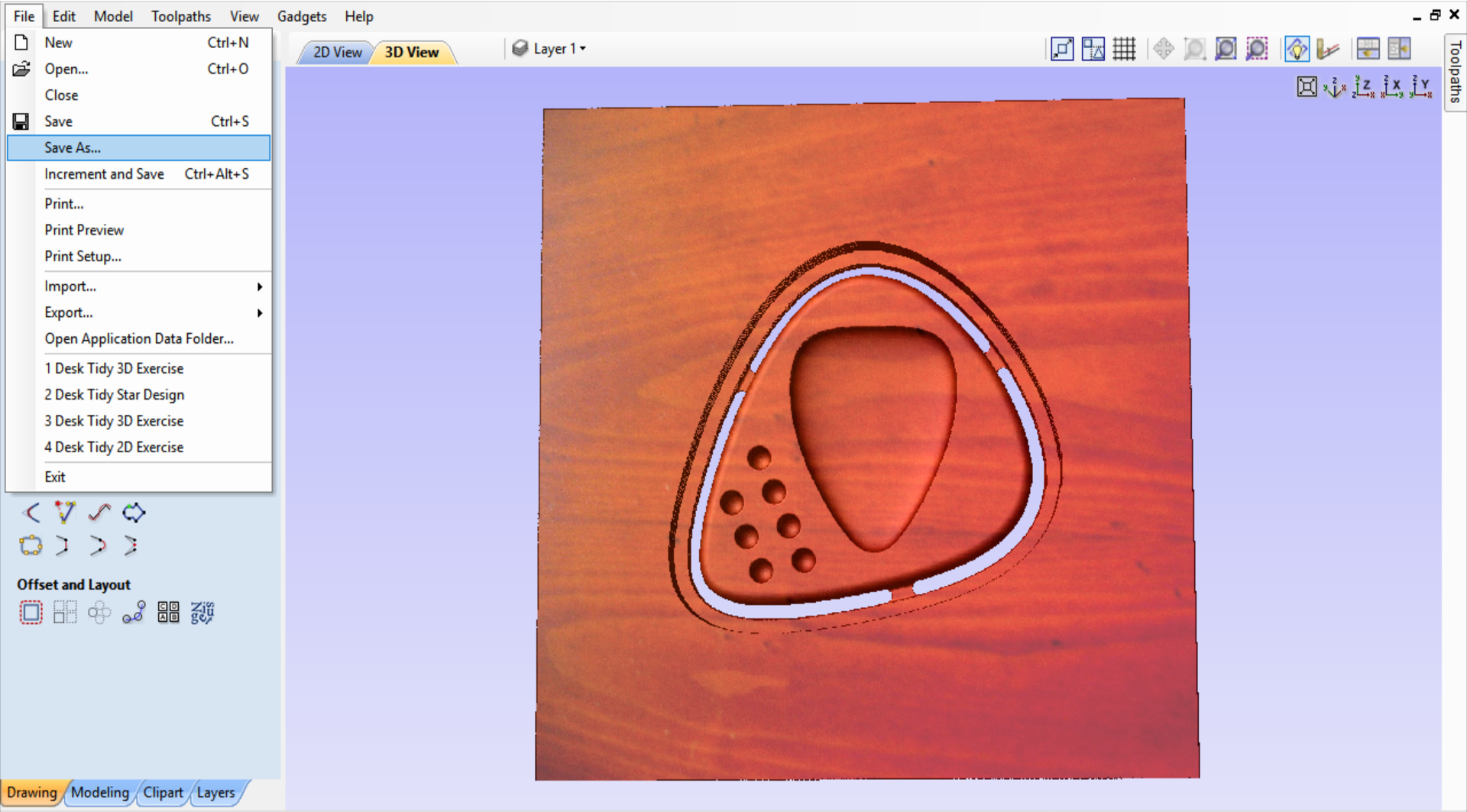
If you’re satisfied with your toolpaths, it is now time to save your design and toolpaths in a VCarve project file, ready to transfer to the CNC Mill control computer. First go to File and Save As.
Step 1
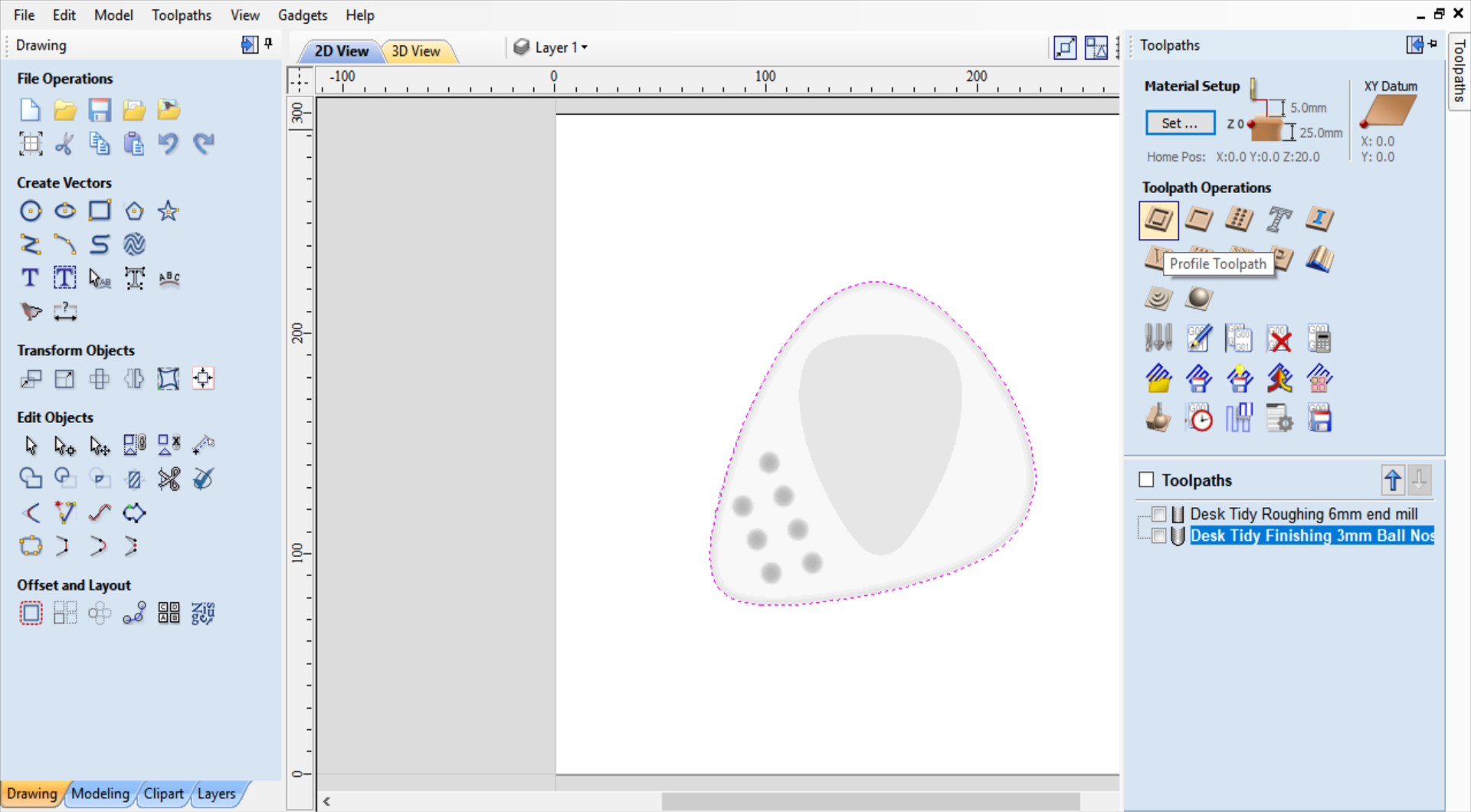
Close the 3D preview for your finishing toolpath then switch to 2D view in your workspace document. Select your boundary vector and go to Profile Toolpath.
Step 2
When the Profile Toolpath menu opens, go to Tool and Select to choose your cutter and settings.
In the Tool List, go to Metric Tools and select the 6mm End Mill, then enter the following settings:
In Cutting Parameters
- Pass Depth = 6mm
- Stepover = 40%
In Speeds and Feeds
- Spindle Speed = 15000 rpm
- Feed Rate = 3.6m/min
- Plunge Rate = 1.2m/min
Once you’ve entered these settings, select Apply and OK to return to your Profile Toolpath settings.
Step 3
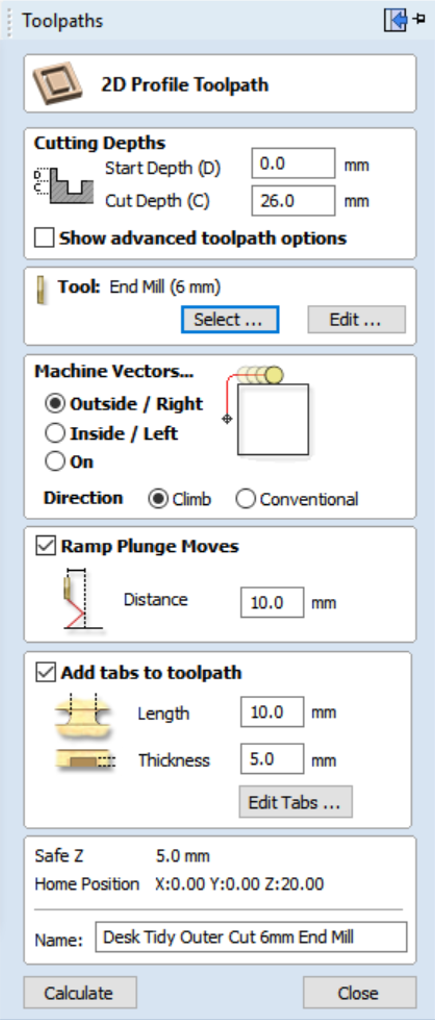
To complete the rest of your Profile Toolpath, enter the following settings:
In Cutting Depths
Start Depth = 0mm
Cut Depth = 26mm
In Machine Vectors
Select Outside/Right
Leave the Direction on Climb as default.
Select Ramp Plunge and set the distance to 10mm.
Select Add Tabs, set the length to 10mm and the thickness to 5mm, then select Edit Tabs to add 3 tabs.
Name your toolpath using the usual naming convention + your initials. Your toolpath should be named Desk Tidy Outer Cut Profile 6mm End Mill.
Once you’ve named it, press Calculate to complete your settings. A warning will come up to inform you that your tool will cut all the way through. Select OK to allow the toolpath to complete.
Step 4
To double-check your toolpaths, we recommend that you now preview your toolpaths using Preview Toolpaths, which opens automatically upon completing a toolpath.Select Preview all Toolpaths. You should now have a preview of your toolpaths as they will cut in the material. Check that all the toolpaths look the way you expect them to.
If you’re satisfied with your toolpaths, it is now time to save your design and toolpaths in a VCarve project file, ready to transfer to the CNC Mill control computer. First go to File and Save As.